Кузовной ремонт: Восстановление формы кузова правкой и рихтовкой
Технология устранения деформаций кузова зависит от вида
перекоса и характера деформаций деталей.
Вмятины в панелях кузова и
оперения, у которых металл после удара не растянут, чаще всего
выравнивают выдавливанием или вытягиванием вогнутого участка до придания
ему правильной кривизны и при необходимости последующей рихтовкой
выдавленной поверхности. Образующиеся в панели при большом растяжении
металла выпучины нельзя выправить рихтовкой, поскольку в процессе ее
выполнения вершина выпучины может потерять устойчивость и переместиться
на другую сторону листа. Это обстоятельство, если учесть, что для
устранения выпучины необходимо осадить излишек металла, определяет
способ ее правки.
Устранение деформаций в кузовных деталях рихтовкой.
Для исправления вмятин и восстановления формы поверхностей элементов
кузова используют ручной инструмент, представленный в разд.
5.3.
Большая номенклатура рихтовоч-ных молотков предполагает
применение того или иного молотка в зависимости от характера вмятины и
формы поверхности. Ряд молотков имеет отполированную бойковую часть, что
позволяет достичь высокой чистоты правки, а в отдельных случаях
производить устранение повреждений без разрушения лакокрасочного
покрытия.
Наковальни и фасонные плиты служат для поддержки листа во
время выправления вмятины молотком. Форма и размеры плит и наковален
выполнены с учетом наиболее часто встречающейся кривизны деталей кузова
и дают возможность применять их при восстановлении различных участков
кузова.
Рычаги предназначены для исправления различных вмятин.
Конструкция рычагов и длина некоторых из них предусматривает их
применение в труднодоступных местах через технологические окна и
отверстия в деталях кузова.
Восстановление формы кузовных деталей с использованием
рихтовочно-го инструмента.
Правку выпучин выполняют в холодном или
нагретом состоянии.
Устранение выпучин в холодном состоянии основано на
растяжении металла по концентрическим окружностям или по радиусам от
выпучины к неповрежденной части металла (рис. 6.1). При правке
образуется плавный переход от наиболее высокой части выпучины к
окружающей ее поверхности панели. Для этого по направлению от металла,
окружающего выпу-чину, к выгнутой части поверхности наносят молотком
последовательную серию ударов по кругу. По мере приближения молотка к
границе выпучины силу удара уменьшают. Чем больше будет число
окружностей на панели при рихтовке, тем плавнее получится переход от
выпучины к неповрежденной части металла.
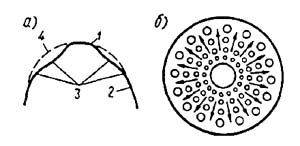
Рис. 6.1. Устранение выпучин в панелях кузова без
нагрева:
а — участки панели с выпучиной; б — схема направления
ударов молотком (указаны стрелками); / — выпучи-на: 2 — панель; 3 —
участки панели, подлежащие растягиванию рихтовкой с помощью молотка: 4 —
кривизна панели после правки выпучины
Правка деформированных поверхностей на прямолинейном
участке лицевых панелей с использованием опорной плиты и киянки показана
на рис. 6.2, а. Исправление деформаций на деталях с некруглыми
поверхностями выполняют с использованием киянки и фасонных плит или
наковален специального профиля (рис. 6.2, б). На рис. 6.2, в показан
процесс рихтовки незначительных вмятин на лицевых панелях кузова, таких
как крыша, двери, капот, крышка багажника, крылья и др.
Последовательность исправления вмятин на деталях кузова, имеющих
закругленную лицевую поверхность, представлена на рис. 6.2, г.
Значительная пластическая деформация, имеющая место при
растягивании металла для устранения выпучины рихтовкой в холодном
состоянии, увеличивает истинную поверхность металла на восстанавливаемом
участке и ухудшает стойкость его окисной пленки. В результате
коррозионная стойкость металла ухудшается. Поэтому правку неровных
(волнистых, небольших вогнутых поверхностей) панелей кузовов и оперения
выполняют без наклепа и увеличения площади металла при помощи опорной
плиты 2 и специального молотка 1 (рис. 6.3), имеющего насечку на рабочей
части. При устранении вмятин данным способом металл не растягивается, а
длина панели 3 восстанавливается до первоначальных форм и размеров.
Для восстановления поверхности кузовных деталей в
легкодоступных местах применяют различные рихто-вочные инструменты в
соответствии с кривизной восстанавливаемого профиля детали, т. е. с
учетом радиусов, переходов различной кривизны и ребер жесткости. На рис.
6.4 показаны варианты использования фасонных плит, наковален, оправок и
рихтовоч-ного молотка при восстановлении поверхности переднего крыла
кузова в сечении А-А.
Устранение выпуклости на поверхности кузова методом
нагрева и быстрого охлаждения.
Основано на использовании процессов
расширения и усадки металла, при нагреве и последующем охлаждении. Ввиду
того, что пластичность кузовной стали при комнатной температуре
недостаточно высокая, применяют ее нагрев. При нагреве мягкой стали до
температуры около 800 °С (красный цвет) она становится пластичной и
легко деформируется. Нет необходимости нагревать всю поверхность, а
достаточно выбрать для этого несколько подходящих точек.
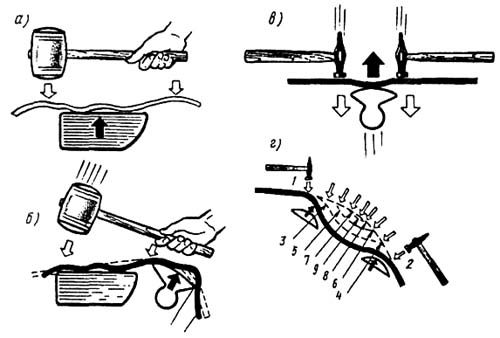
Рис. 6.2. Восстановление формы деталей с использованием
рихтовочного инструмента: а — устранение деформаций на прямолинейных
участках лицевых панелей; б — исправление деформаций на деталях с
нехруглыми поверхностями (пунктиром показана первоначальная форма
оригинальной детали); в — устранение незначительных вмятин на лицевых
панелях кузова; г — устранение вмятин на лицевых деталях, имеющих
закругленную поверхность (цифры указывают последовательность нанесения
ударов молотка)
Нагрев металла выпуклости на кузове осуществляют угольным
электродом сварочного аппарата (рис. 6.5, а) или пламенем газовой
горелки (рис. 6.5, б). Наиболее удобным для этой цели источником нагрева
является кислородно-ацетиленовая горелка № 0.
При нагреве точки металла узким пламенем
кислородно-ацетиленовой горелки небольшой круг металла быстро
разогревается докрасна и пластичность металла при этом резко возрастает.
Так как расширению нагретого металла препятствует менее нагретый
окружающий металл, то увеличение его объема происходит за счет
утолщения. Как только металл разогреется докрасна, горелка отводится, и
начинается охлаждение: нагретый круг металла становится темно-красным,
черным и продолжает далее охлаждаться.
При охлаждении металл сжимается, его объем уменьшается, но
удерживается расположенным вокруг холодным металлом, ни длина, ни ширина
которого не изменялась. Так как металл имеет температуру, не
соответствующую максимальной пластичности, то, сжимаясь, он поглощает
небольшую часть удлинения окружающего металла. Усиление процесса
осаживания металла производят уменьшением скорости распространения тепла
путем создания кольца вокруг нагретой части металла из мокрой ткани,
противодействием деформации путем нажатия на металл ручкой молотка или
трубой вблизи нагретой точки, выстукиванием границ точки металла,
нагретого докрасна, а затем и самой нагретой точки киянкой или
рихтовоч-ным молотком.
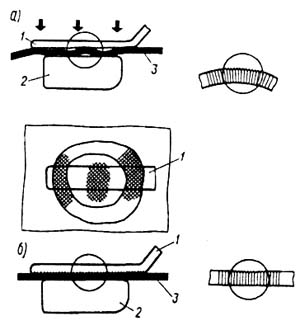
Рис. 6.3. Рихтовка небольших деформированных участков
панелей:
а — схема процесса рихтовки: б — дефектный участок после
выполнения рихтовки
Рис. 6.4. Рихтовка поверхности кузова в легкодоступном
месте (переднее крыло) с использованием различных рихтовочных
инструментов
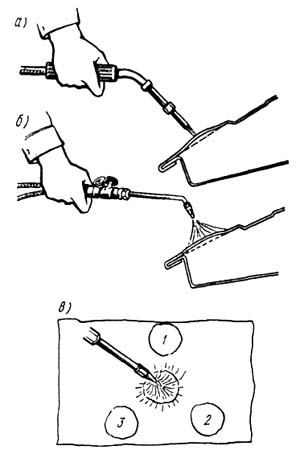
Рис. 6.5. Устранение выпусклостей на поверхности кузова
методом нагрева и быстрого охлаждения:
а — нагрев металла
угольным электродом сварочного аппарата: б — нагрев металла пламенем
газовой горелки; в — последовательность охлаждения нагретой поверхности
кузова с выпуклостью
Резкое охлаждение нагретого участка кузова выполняют
тампоном асбестовой смеси или ткани, смоченной водой. Охлаждение металла
приводит к нужной осадке и принятию поверхностью кузова требуемого
профиля. При устранении выпуклости поверхности кузова данным методом
следует придерживаться последовательности охлаждения, указанной на рис.
6.5, в.
Устранение выпуклости-вмятины методом нагрева и осаждения
металла ударным воздействием.
При рихтовке нагреванием и выстукиванием
быстро подводят горелку к центру выпуклости, прогревают ее и отводят
горелку, как только разогретое докрасна пятно достигнет диаметра не
более 10 мм при толщине металла панели 0,6- 0,8 мм. При нагреве
необходимо следить, чтобы металл не начал плавиться. Если работу
выполняют в одиночку, то горелку отставляют, а под лист помещают ручную
наковальню почти под дефект. Быстро выстукивают непокрасневший металл
вокруг нагретой точки, а затем нагретую точку, пока металл еще остается
темно-красным. Предпочтительно выполнять эту работу киянкой.
При рихтовке молотком-гладилкой сила удара должна быть
небольшой, чтобы не создать растяжения металла вместо усаживания. Если
выпуклость небольшая, то достаточно одной точки. Работу считают
завершенной только тогда, когда металл остынет до температуры окружающей
среды. Для ускорения охлаждения применяют смоченную в воде ткань. Если
необходимо осуществить дополнительные точечные нагревы, то их следует
делать не более двух, трех между каждым охлаждением.
После охлаждения нагретого листа проводят тонкую рихтовку
прогретого участка, чтобы выровнять поверхность металла, которая имела
до этого деформацию.
Для устранения обширной выпуклости (вмятины) поверхности
кузова металл предварительно нагревают (рис. 6.6, а) в месте
предполагаемого удара. Осаждение обширной выпуклости металла выполняют
на опорной плите при помощи киянки (рис. 6.6, б), а устранение вмятины —
с использованием молотка и фасонной плиты (рис. 6.6, в).
Последовательность предварительного нагрева и нанесения ударов при
устранении обширных выпуклостей (вмятин) зависит от формы выпуклости.
Если выпуклость круглая, то точки ударов 1-4 располагают по спирали в
направлении от периферии к центру, а если выпуклость длинная и узкая, то
точки ударов 1-16 располагают узкими рядами (рис. 6.6, г).
Устранение вмятин в труднодоступных местах кузова.
Устранение таких вмятин производят при помощи рычагов, опорных плит и
специального приспособления ударного типа.
Исправление вмятин на лицевых поверхностях в зоне
расположения усилителей производят при помощи рычагов, выбор которых
зависит от расположения и характера вмятины. На рис. 6.7 приведены схемы
правки и примеры исправления элементов кузовов с использованием рычагов.
Вмятины, расположенные под усилителями, устраняют плоскими рычагами.
Выштам-повки и ребра жесткости на открытых участках восстанавливают при
помощи опорных плит и специального зубила. Заломы и вмятины панелей
дверей, а также крыльев выправляют рычагами, используя в качестве опоры
внутренние элементы панелей капота, дверей, щитка брызговика и т. д.
Устранение деформации панели порога (рис. 6.8) производят
его вскрытием, правкой, зафланцовкой и сваркой. На рис. 6.8, а, б
показаны приемы вскрытия порога. Для вскрытия применяют дрель,
твердосплавное сверло или цельный зенкер, зубило, рычаг и молоток.
Правку деформированной панели порога и восстановление его формы
производят рычагом-прижимом и рихтовочным молотком. За-фланцовку
восстановленной панели порога выполняют молотком с использованием
опорной плиты в качестве поддержки. В заключение выполняют сварку
наружной панели порога с накладкой боковины и панелью пола.
Неглубокие пологие вмятины иногда удается выправить, не
вскрывая скрытой полости. Для этого в наиболее глубокой части вмятины
сверлят отверстие диаметром 6 мм, через которое вставляют изогнутый
конец стержня и вытягивают вогнутую часть панели до нормального ее
положения. Затем отверстие заполняют припоем или эпоксидной
шпатлевкой.
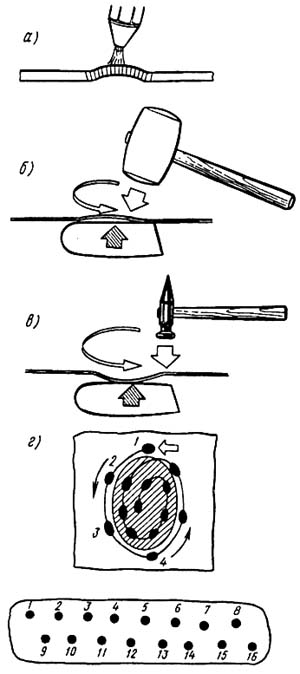
Рис. 6.6. Устранение обширных выпуклостей (вмятин) на
поверхности кузова методом нагрева в сочетании с ударным
воздействием: а — нагрев металла; 6 — осаждение выпуклости киянкой
на плите; в — устранение вмятин молотком на фасонной плите; г —
последовательность нагрева и осаждения металла при устранении
выпуклостей (вмятин)
Устранение глубоких вмятин проводят приспособлением
ударного типа. Приспособление состоит из ударного молотка, движущегося
по направляющему стержню и заканчивающегося рукояткой с упорной
площадкой. Рабочим органом является комплект сменных наконечников,
предназначенных для исправления вмятин на панелях кузова. Сменные
наконечники со стержнем приспособления соединяют резьбой.
Контроль качества кузовного ремонта
Контроль качества рихтовки осуществляют визуально или
ощупыванием контролируемой поверхности ладонью руки. Визуально наиболее
легко контролируются выпуклые или вогнутые поверхности путем просмотра
их под углом или сбоку. Для контроля плоских поверхностей применяют
линейки. При ощупывании малейшая неровность ощущается ладонью руки.
«Ремонт аварийных кузовов»
(Издательство «Транспорт»)
А.Ф.Синельников, С.К.Лосавио,
Р.А.Синельников